









当前,全球制造业面临客户需求个性化、生产成本不断攀升、劳动力资源短缺、竞争不断加剧等诸多挑战。智能制造的推进成为企业发展战略的重要支撑手段。为此,各大制造企业竞相运用云计算、大数据、人工智能等先进技术,推动智能制造发展。
以数据为中心的智慧工厂业务架构
5G、云计算、物联网、大数据、AI、数字孪生等技术的大力发展,帮助企业实现智能设备、智能产线、智能车间、智慧工厂等生产模式的创新。这些先进技术的背后,会产生海量的图片、文档、音频和视频等非结构化数据,其文件个数和数据量都呈现爆发式增长。
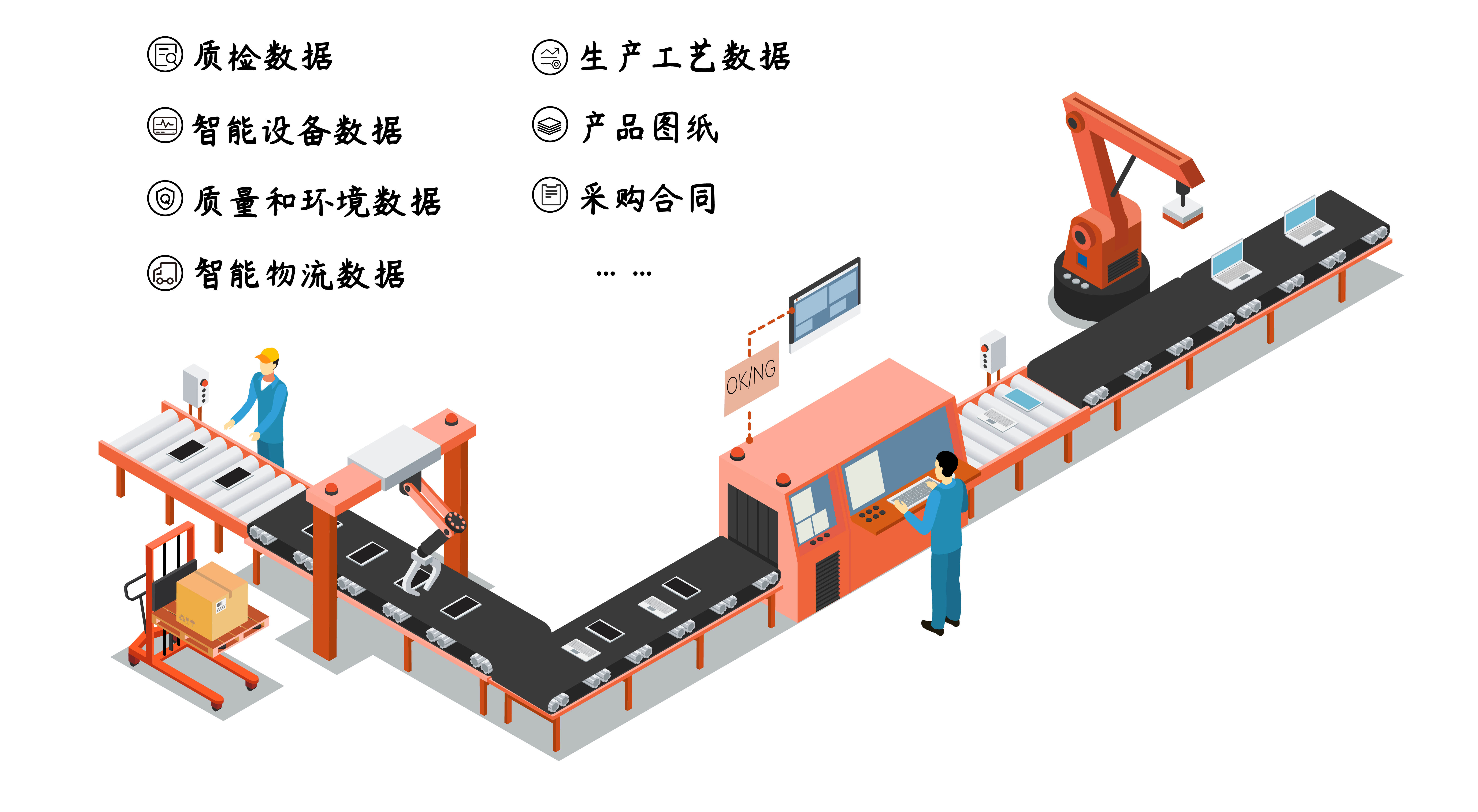
图1 智能制造浪潮下,海量数据产生
以AI质检场景为例,机器视觉质检工序的引入提高了产品质检效率和生产效率,同时也产生了海量非结构化数据。杉岩数据调研的某智能制造工厂产线,一个机台就有10个检测点位或设备,每个点位图片大小平均为50MB,约2秒钟进行1个工件检测;10条这样的产线7*24小时运行,1个月文件数量就达到了1亿多,存储容量达6PB以上。
面对来源多样的海量非结构化数据,实现IT与自动化系统的信息集成,通过强大的数据传输、存储和处理能力,推进智慧工厂理念的落地,需要打造以数据为中心的业务架构。
在智慧工厂业务架构上,分为数据资产、数据平台、智慧工厂、应用系统和服务对象等五个部分。作为数据基础设施的底座,数据存储系统在智能制造体系中起到至关重要的作用。存储系统汇聚了产线多个源头多种类型的数据,根据国家相关政策法规和下游客户的要求,生产数据如质检图片数据通常需要保存3个月到15年不等,以便质检追溯和分析等。这些海量的数据需要能被生产过程管理(MES)、质量管控(SPC)等应用系统便捷地调用和共享,以帮助企业更好地实现生产自动化及决策支撑。
智慧工厂数据存储架构设计
当前制造业产线数据存储方式,主要是采用机台本地盘和集中式NAS存储两种方式,日常使用中往往会面临运维成本高、性能瓶颈、数据安全性低、扩展性差、溯源检索维度少、检索效率低等挑战。
面对数以亿计的非结构化数据,如何实现数据的统一存储和管理、产线数据的实时查询、未来的大数据分析?这对存储高度智能化的管理能力提出了更高的要求。
软件定义存储作为一种先进的数据存储方式,通过将软件从存储系统中抽离出来,使得存储软件不再依赖于专有硬件;通过虚拟化,将物理存储空间虚拟成统一资源池,建立统一命名空间,构建多业务共享的数据湖;其全分布式架构,弹性扩展灵活,支撑千亿级文件/EB级容量,满足制造企业在海量非结构化数据场景下对存储容量、性能、易用性等需求,帮助企业构建线性扩展、超大容量、安全可靠的存储架构。
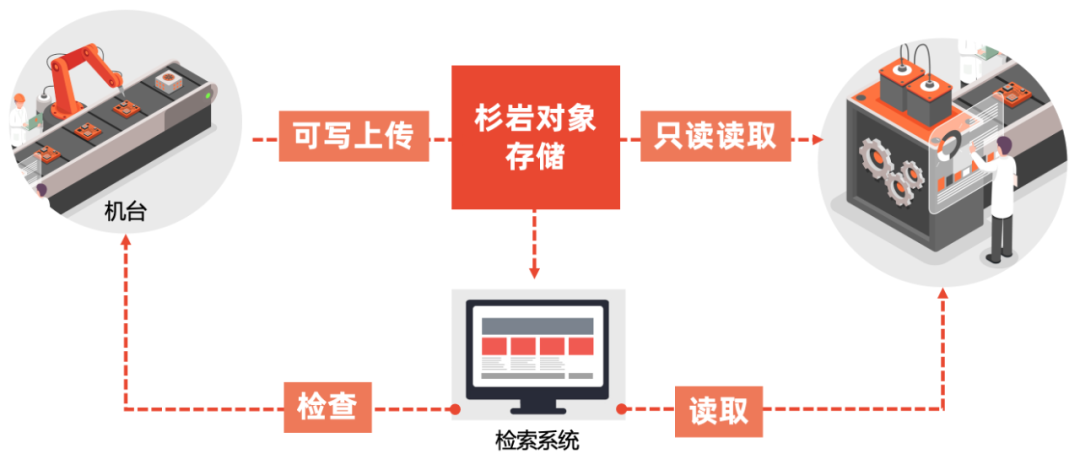
作为软件定义存储领导厂商,杉岩数据与众多高端制造客户共同实践验证,逐渐摸索出一套完善的产线质检数据存储管理解决方案。方案基于杉岩数据智能存储系列产品,为多个生产线的机器视觉设备提供统一的图片、日志数据采集、存储和管理平台,具有大容量、高性能、易扩展、智能化等优势,有效破解制造业产线质检数据存储、管理及使用难题。
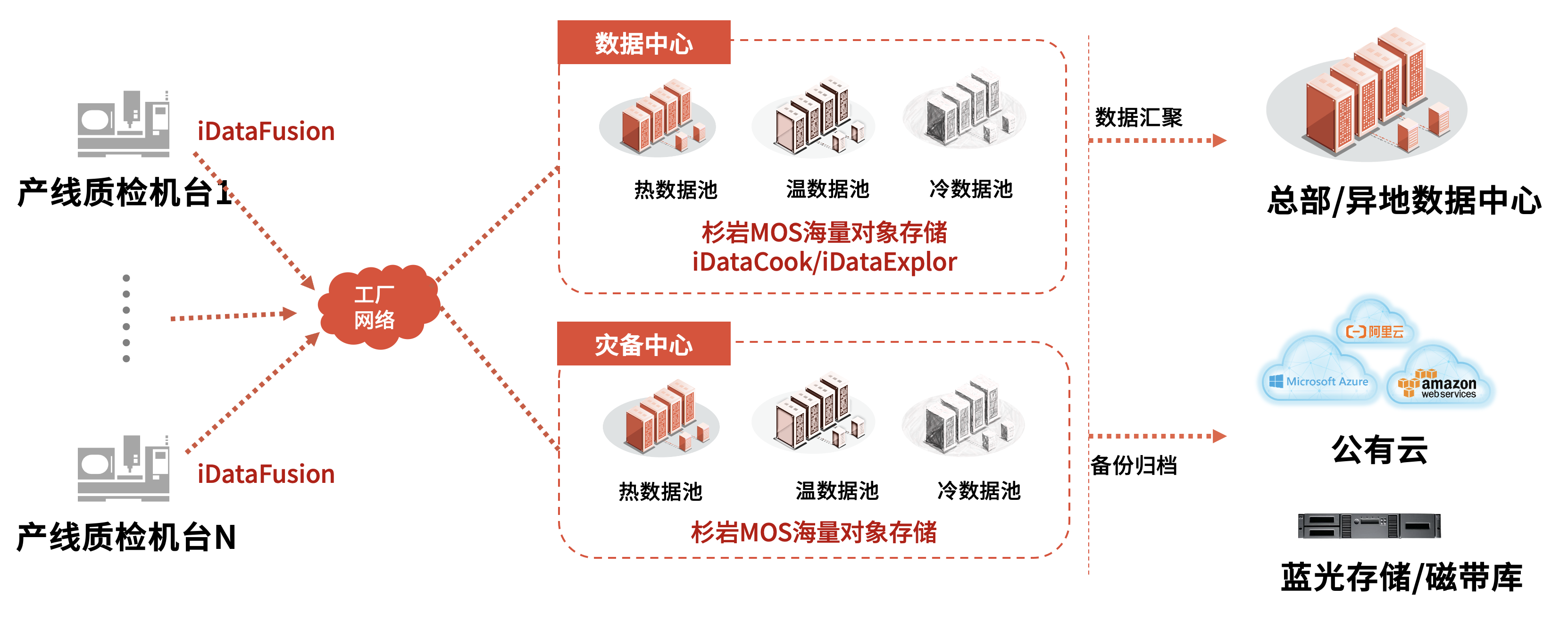
图3 智慧工厂数据存储管理方案部署架构(基于杉岩智能存储)
破解数据存管用难题,助力制造企业展翅腾飞
杉岩数据充分考虑制造企业特点,洞察制造业机器视觉质检场景痛点和需求,基于杉岩数据智能存储系列产品,帮助客户实现海量数据高效采集汇聚、高性能存储、数据智能处理、数据便捷调用,用智能存储为企业提质增效注入新动能。
大幅提升产线生产和质量溯源效率:基于质检图片标签信息进行快速检索,提高溯源效率。根据客户实践,在50亿文件规模下实现数据秒级检索,检索效率提升数百倍。
产线数据统一管理,降低人力成本:自动将数据上传到杉岩海量对象存储。统一监控管理,可视化任务配置,实现产线数据的统一集中管理。
海量空间弹性扩展,性价比更优:分布式存储架构,性能和容量随节点数量的增加线性增长,支持百亿甚至千亿级文件数量,且性能稳定。通过对图片数据智能转码压缩处理,提高存储空间使用率,降低建设成本。
数据全生命周期管理,满足合规要求:根据企业对不同质检数据的保存时间和访问性能的要求,可将数据自动存储在合适的介质中,实现数据热、温、冷存储,兼顾性能与成本,满足长期保存要求。